|
JP90 Electronic Powder Coating System |
|
|
What Is Power
Coating System? |
|
|
Features: 1.Being installed in a mobile carriage, can be moved from one spraying site to another spraying site conveniently. 2.Adopting integrate circuit, the static system is steady and secure. 3.Adopting voltage boosting and voltage doubling technique inside the gun, the powder coating gun has low static loss and high rate of powder. 4.The two-circuit tri-air structure in the gun nozzle can take rotary atomization and improve the evenness of spraying powder. 5.The powder feeding system adopts fluidizing pumping powder feeding principle, which makes the feeding powder even and steady. 6.Diluting air in the powder feeding pump makes the powder discharging concentration and the flow speed adjustable. 7.The powder feeding cylinder, with removable structure and made by stainless steel, is easy to clean and change color. 8.The powder feeding pump, with easy insert removable structure, is easy to maintain, clean and change color. |
 |
|
|
|
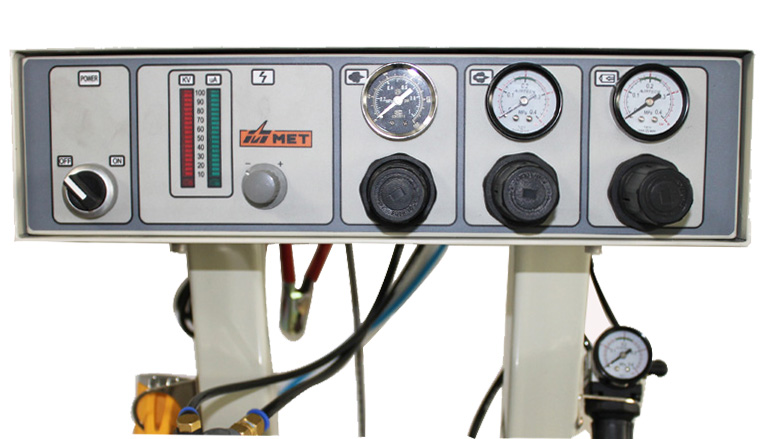
| Power supply: AC110V,50Hz | Input power: 60VA |
| Output voltage: 0-90kV (negative polarity) | Output current: 100uA (max.) |
| Power coating gun switch control | Power coating gun switch control |
| Air source pressure: 0.5-0.8mPa | Flow rate: 15m/h |
| Powder output: about 30-500g/min (adjusted by the user) |
The capacity of the powder feeding cylinder: 60L, The max powder filling amount is about 88LB (40KGS) |
|
Gun weight: 1.23LB(560g) |
Complete machine weight: 83.77LB(38kg) |
|
External dimension: 19.2"(480 mm) width, 26.4"(660 mm) thickness, 4"(100mm) height |
|
|
|
|


|
|
|
|
 |
|
|
|
Items including
control unit, powder coating gun, cleaning gun, powder feeding
cylinder ,seat carriage and
other accessories (easily
worn parts include control main board, voltage boosting module, powder
feeding pump, fluidizing board.). |

 |
